【转自麓邦】
不同材质的机械件有着不同的表面处理方式,它们的工艺和作用各不相同。
阳极氧化是LBTEK机械产品中最常见的表面处理方式,它主要针对的是铝及铝合金材质。 将铝及铝合金放入适当的电解液中,以铝工件为阳极,其它材料为阴极,在外加电流作用下,使其表面生成氧化膜,这种方法称为阳极氧化。 阳极氧化能够抗腐蚀,提高耐磨性。 阳极氧化膜通常是透明的,微观是多孔结构。
在阳极氧化的前处理中,有喷砂、拉丝、喷丸。 喷砂后的表面产生微小的凹凸纹路,会形成一种类似于沙纹的表面效果。 拉丝后的表面形成水平或垂直的线条或条纹,从而形成一种具有金属光泽和纹路的表面效果。 喷砂处理后,金属表面会变得更加粗糙,出现一定的表面粗糙度和波纹度。 而喷丸处理后,金属表面会变得更加光滑,表面粗糙度和波纹度较小,同时还可以提高金属的硬度。图1.面包板为黑色阳极氧化

阳极氧化后一般是着色处理。 例如,如果氧化膜中的每个孔都充满红色染料,则会产生红色阳极氧化,并形成有色表面,该表面将一直保留到氧化膜本身磨损为止。 而黑色阳极氧化,实际上是在阳极氧化表面填充了黑色颜料。 黑色阳极氧化的主要特点之一是反射率很低,在光学实验室中能避免照射到机械装置上的光干扰。 黑色阳极氧化占大多数,红色阳极氧化则偏少,LBTEK机械产品中的旋钮是红色阳极氧化。
研磨是利用涂敷或压嵌在研具上的磨料颗粒,通过研具与工件在一定压力下的相对运动对加工表面进行的精整加工(如切削加工)。 研磨可用于加工各种金属和非金属材料,加工的表面形状有平面、内、外圆柱面和圆锥面、凸、凹球面、螺纹、齿面及其他型面。抛光是利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,可应用在光学透镜表面和光纤端面。两者的主要区别在于: 抛光达到的表面光洁度要比研磨更高,并且可以采用化学或者电化学的方法,而研磨基本只采用机械的方法,所使用的磨料粒度要比抛光用的更粗,即粒度大。研磨可分为粗磨、精磨,需要用研磨盘和研磨液; 抛光则分为粗抛、精抛,使用到的是抛光液和抛光盘,抛光布轮等耗材。 其实抛光液也可以说是研磨的后道工序,可以在同一平面抛光机上同时实现研磨和抛光。这里的喷砂主要是针对不锈钢材质。 喷砂主要用于增加金属表面的粗糙度,提高附着力和美观度。 不锈钢喷砂工艺是利用压缩空气为动力,将不同的磨料,吹射到不锈钢板材表面上,进行表面处理的一种加工工艺。 经过加工后的不锈钢材料表面均匀一致,质地细腻,具有较好的美观性。 下图为抛光和喷砂处理后的实物图,通过对比可以直观地感受到两者的区别。

钝化是指金属经强氧化剂或电化学方法氧化处理,使表面变为不活泼态即钝化的过程,是使金属表面转化为不易被氧化的状态,而延缓金属的腐蚀速度的方法。 钝化工艺即为药水泡,可去除表面油污,表面生成表面包覆层,提高耐腐蚀性和表面洁净度。
图6.钝化示意图
通过电解或化学方法在金属上镀上一层镍的方法,称为镀镍。 镀镍主要是耐磨、防腐蚀、防锈,一般厚度较薄,工艺分为电镀镍和化学镀镍两类,电镀镀镍需要外加的电流和阳极,化学镀镍是依靠在金属表面所发生的自催化反应。 电镀镀镍较化学镀镍镀速更快,下图为电镀镍原理图。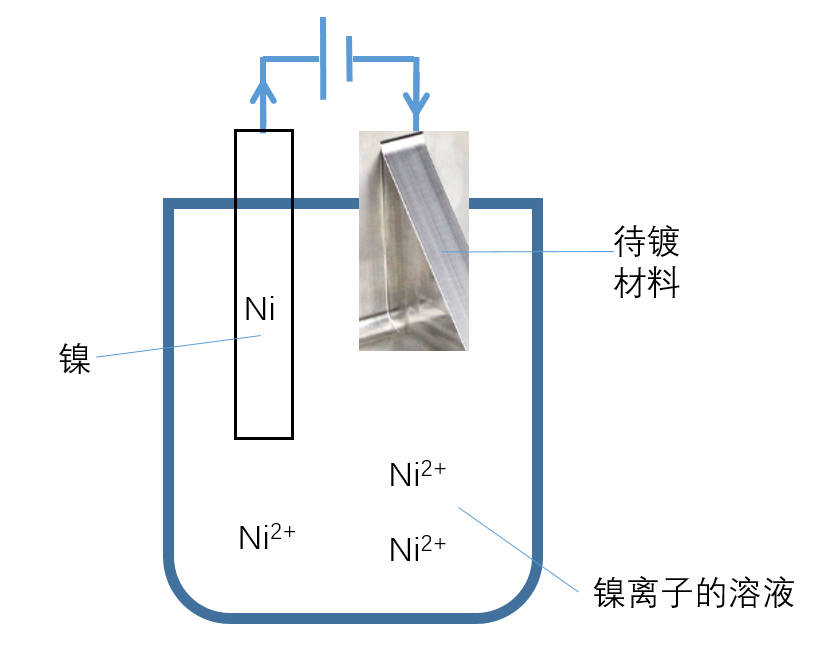
图7.电镀镍原理图
QPQ是英文“Quench-Polish-Quench”的缩写,即“淬火一抛光一淬火”。 它是指在作了盐浴复合处理以后,为了降低工件表面的粗糙度,可以对工件表面进行一次抛光,然后再在盐浴中作一次氧化,这对精密零件和表面粗糙度要求较高的工件来说是非常必要的。 在国内把它称作QPQ盐浴复合处理技术。 QPQ盐浴复合处理技术,可以大幅度提高金属表面的耐磨性、抗蚀性,而工件几乎不发生变形,是一种新的金属表面强化改性技术。总而言之,不同材质、不同应用所对应的表面处理工艺会存在差异,可以参考成本、时间、机械件的大小以及需要的表面粗糙度等要素选择更为合适的处理方法。






在线留言